Volume 7, Issue 6, June – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Fabrication, Characteristics and Analysis of
Drill Bits Made of High HRC Materials
B. Ravi teja3, B. Ravikumar2, M. kurminaidu1
Department of mechanical engineering, KITS warangal.
Abstract:- Drill bits are cutting tools used to remove drilling process and as well as design parameters of drill bit.
material to create holes over a cross-section. Drill bits are For the improve life span of drill bit, because drill bit can used
brake when they can run at rated speed or rated load of in mass production. To increase life time of tool even little
drilling machine [1]. Drill bits are in many sizes and shape amount, it is more beneficial to industrial applications.
and can create different kinds of holes in many different Usually, the fabrication technology used for creating a self-
materials. Many hard materials, such as carbides, are lubricant bushing, journal bearing and traction gear etc. But
much more brittle than steel, and are far more subject to it allows us to prepare a new kind of alloy components,
breaking.3D model can design with the help of CATIA V5 manufacturing of alloys by means of the conventional
R20, this design can analysis in ANSYS [2] software and fabrication process. The material behavior and the enhance of
in this 3type of materials can use, like high-speed steel, the machining process are completely different from the
aluminium silicon carbide. After analysing the results in compare to the conventional processes with the design. some
ANSYS and those results are comparing with each special characteristics are considered to enhance the drill bit
material and conclude which is better suitable for the drill by powder metallurgical process. When a drill bit is made by
bit that one will go to machining process to model. casting a porous elemental structure, a cutting condition
Fabrication of twisted drill mix-up with 5-7 percentage of known as an intermittent-cutting parameters occurs
cobalt with high-speed steel and aluminium silicon throughout machining, which significantly increases tool
carbide. To compare the results of both of them, give the wear. Small chip particles that are always well but can form
better results of twisted drill by wear and hardness of and become caught in the twist drill's flute. Cutting fluid
materials. application is not advised since it can significantly increase
corrosion because cutting fluids reside in the surfaces porous
Keywords:- drill bit, CATIA, ANSYS. structure of the machined material. In-depth research into the
machinability attributes is required in order to improve those
I. INTRODUCTION materials' aforementioned undesirable characteristics. Only a
few studies on this subject have been published in the
In case, difficult-to-machine the work-piece materials, literature. Numerous journal information is available that
such as sintered iron oxide based on powder metallurgy discuss green machining in mechanical alloying, and that
steels, even now researchers can work on developing the might be a viable way to address machined surface issues.
Abbreviations : HRC-hard Rockwell c type tool tip.
Nomenclature of the HRC drill bits:
Fig 1: Nomenclature of drill bit
IJISRT22JUN1259 www.ijisrt.com 1554
Volume 7, Issue 6, June – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
II. PROCESS PARAMETERS III. DESIGN OF SPECIMEN ON CATIA
Depth of cut: The depth of cut is defines the penetration of Start the CATIA, Image is arrange on the work region
tool into the workpiece, when the tool do not distorted. of the system. Twofold tap on image, the item will open. The
Feed: The rate that the penetrate propels into the material, for start-up screen will take after this.
the most part estimated in remove material from work-space.
Speed: The cutting space is typically estimated at the [2] CATIA V5 R20 was the software shape we used to
outskirts of the drill on surface for every revolution per one display the spiral pump impeller. The object contains all of
second. the modules that we must complete. Start, File, Edit, View,
Thrust force: The force is exerted normal to cutting force by Insert, Toolbar, Window, and Help will all be
the drill bit while the machining process. demonstrated.[6] We can start a new outline or update an
Torque: torque is defined as the product of tangential force existing one based on your decision.
acting on the shaft and radius of shaft.
Surface Finish: The harshness of the dividers of the bored
opening; a measure of the gap quality
IV. ANALYSIS OF DRILL BIT IN ANSYS
Analysis of design part in ANSYS imported from CATIA V5R20
Fig 2: Maximum principal strain in the drill
V. FABRICATION OF DRILL BIT
Die casting process:
Die casting is a metal casting method that involves pushing molten metal into a mold chamber under high pressure or gravity fluid
force.[5] Because of the metal mold, the same mold may be used to make an endless number of castings, the procedure is also
known as Permanent Mold Casting.
Calculation:
The size of the tool or specimen depends on shrinkage while the solidification of given material.
Volume of drill bit after accomplishment of machining process
Volume(V)=𝝅𝒓𝟐 h
= 𝝅 ∗(12) 𝟐*130,
=58810.61 mm^2
Fig 3: fabrication of drill bit by casting process,
IJISRT22JUN1259 www.ijisrt.com 1555
Volume 7, Issue 6, June – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
VI. DRILL POINT GRINDER times like takeoff and setup. Is appropriate for grinding drills
with a diameter of 5 to 40 mm. A lathe machine (figure4)is
A equipment called a drill point grinder removes extra simple to use and produces drills with improved accuracy and
material from of the specimen. [9]This device can address the a higher surface polish. It handles every facet of polishing
main issue with drilling. Tool tips can be shaped to the desired drill points. [4] a fine point that provides excellent accuracy.
shape using a grinding machine. There are certain portable Precision drill bits provide holes with a superior quality and
grinding machines on the market that can shorten machining that are truly round, properly centred, and symmetrical.
Fig 4: machining of drill bit on lathe machine
Fig 5: High speed steel after machining process
Fig 6: aluminium silicon carbide after machining process
VII. RESULTS AND DISCUSSION
Hardness of material
Si no Force (N) Diameter (d1=mm) Diameter (d2=mm) Vickers number
1 20 3 2.75 4.486
2 30 3.45 3.15 5.107
aluminum
5.5
hardness
5
4.5
4
20 30
LOAD
aluminum
Fig 7: Hardness of aluminum silicon carbide
IJISRT22JUN1259 www.ijisrt.com 1556
Volume 7, Issue 6, June – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Calculation of hardness:
Hardness of materials are calculated by vickers number test
HV= 1.854(force/dia^2).
Where dia^2= area of the indentation.
Si no Force (N) Diameter (d1=mm) Diameter (d2=mm) Vickers number
1 20 3 2.65 4.623
2 30 3.25 3.20 5.347
HSS
6
hardness
5
4
20 30
LOAD
HSS
Fig 8: Hardness of high-speed steel
Chart Title
5.5
hardness
5
4.5
4
20 30
LOAD
aluminum HSS
Fig 9: comparison of hardness aluminum silicon carbide with the HSS
Wear rate
High speed steel:
Si no Load Time Speed (RPM) Sliding distance Initial weight Final wight
(N) (min) (m) (grams) (grams)
1 10 5 900 1000 17.54 17.51
2 20 5 1000 900 17.51 17.46
0.6 0.525
0.5
SPECIFIC WEAR
0.4
0.4
0.3
0.2
0.1
0
10 20
LOAD
Fig 10: Specific wear rate of high speed steel
IJISRT22JUN1259 www.ijisrt.com 1557
Volume 7, Issue 6, June – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Specific wear rate of drill bit:
Si no Load Time (min) Speed (RPM) Sliding distance (m) Initial weight Final wight
(N) (grams) (grams)
1 10 5 900 1000 16.67 16.65
2 20 5 1000 900 16.65 16.62
Fig 11: Specific wear rate of aluminum silicon carbide
Chart Title
0.6 0.525
SPECIFIC WEAR
0.4
0.4 0.33
0.2
0.2
0
10 20
LOAD
aluminum HSS
Fig 12: Comparison between aluminum silicon carbide and HSS
The hardest material shows the lowest material remove rate from the specimen. The specimen, which have hard property shows
the high compressive strength.
VIII. CONCLUSION REFERENCES
Based on the findings, we can infer that the outcomes of [1]. Dhanraj Patel and Rajesh Verma (2015) al. ANALYSIS
this project were produced using ANSYS software with OF DRILLING TOOL LIFE—A REVIEW ISSN 2278
precise design and dynamic analysis, and loads were – 0149 www.ijmerr.com Vol. 4, No. 1, January 2015 ©
calculated using original drill bit values and design 2015 IJMERR.
measurements, as well as drill bit design formulae. Tool [2]. Rohan R. Gange Dewang A. Panchal Saurabh B. Hande
Aluminum silicon carbide gave the best tool life performance Akshay C. Gole Asst. Prof. Ajaykumar S. Ugale (2016)
during pecks drilling. Therefore, Despite the fact that al. Design and Analysis of Drill-Bit Fixture IJSRD -
Aluminum silicon carbide drills are quite expensive, using International Journal for Scientific Research &
them is still an option worth considering due to their high Development| Vol. 4, Issue 03, 2016 | ISSN (online):
productivity levels as well as their excellent hole quality that 2321-0613
we have observed. Hardness and specific wear rate of [3]. Luís Miguel P. Durão 1,*, João Manuel R.S. Tavares 2
aluminum silicon carbide gives better results compare to the , Victor Hugo C. de Albuquerque 3 Drilling Damage in
high-speed steel by doing experimental process. Composite Material (2014) al. Materials 2014, 7, 3802-
3819; doi:10.3390/ma7053802 ISSN 1996-1944
www.mdpi.com/journal/materials
IJISRT22JUN1259 www.ijisrt.com 1558
Volume 7, Issue 6, June – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
[4]. Eremin E.N.a*, Yurov V.M.b, Guchenko S.A.b, [15]. Clark G B (1979), “Principles of Rock Drilling,
Laurynas V.Ch.b, Kasymov S.S.b (2016), Antifriction Colorado School of Mines”, Quarterly, Vol. 47, No. 2.
superhard coatings for drill bits and boring cutters.
Eremin E.N.a*, Yurov V.M.b, Guchenko S.A.b,
Laurynas V.Ch.b, Kasymov S.S.b (2016), Antifriction
superhard coatings for drill bits and boring cutters.
1877-7058 © 2016 Published by Elsevier Ltd. This is an
open access article under the CC BY-NC-ND license
(http://creativecommons.org/licenses/by-nc-nd/4.0/).
Peer-review under responsibility of the Omsk State
Technical University doi:
10.1016/j.proeng.2016.07.663
[5]. F.R. Wong1, S. Sharif 2, K. Kamdani1, E.A. Rahim
(2008) al. The Effect of Drill Point Geometry and
Drilling Technique on Tool Life when Drilling Titanium
Alloy, Ti-6Al-4V Proceedings of International
Conference on Mechanical & Manufacturing
Engineering (ICME2008), 21– 23 May 2008, Johor
Bahru, Malaysia.© Faculty of Mechanical &
Manufacturing Engineering, Universiti Tun Hussein
Onn Malaysia (UTHM), Malaysia. ISBN: 97–98 –
2963–59–2
[6]. C.C. Tsao a, H. Hocheng b al. (2004) Taguchi analysis
of delamination associated with various drill bits in
drilling of composite material. International Journal of
Machine Tools & Manufacture 44 (2004) 1085–1090
Received 6 October 2003; received in revised form10
February 2004; accepted 26 February 2004
[7]. Kiran Valandi, M.Vijaykumar, Kishore Kumar S,
"Change, Fabrication and Analysis of Fixtures",
IJIRSET, Vol. 3, April 2014.
[8]. ShaileshS.Pachbhai, LaukikP.Raut, "A Review on
Design of Fixtures", IJERGS, Volume 2, Feb-Mar 2014.
L. Gerbaud, S. Menand, and Sellami, H., PDC Bits: All
Comes From the Cutter Rock Interaction, IADC/SPE
Drilling Conference, 2011.
[9]. Ohno, T., Karasawa, H., and Kobayashi, H., Cost
Reduction of Polycrystalline Diamond Moderate Bits
Through Improved Durability, Geothemics, Vol.31,
No.2, 2002, pp. 245-262.
[10]. Barna Szabo, Finite Element Analysis, Canada, John
Wiley and Sons Inc, 1991. Recouped from
chnology/Structural+Analysis/Explicit+Dynamics, on
December 5, 2013.
[11]. Minh, D. N., Geoffroy, H., Bergues, J., and Putot, C.,
Evaluation of Drilling Parameters of A PDC Bit,
International Journal of Rock Mechanics and Mining
Sciences, Vol.35, No.4-5, 1998, pp. 578-580.
[12]. Bode D J, Noffke R B and Nickens H V (1989), “Well
Control Methods and Practices in Small Diameter
Wellbores, SPE 19526”, Annual Technical Conference
and Exhibition, October 8-11, San Antonio, Tex.
[13]. Bourgoyne A T, Millheim K K, Cheneverert M E and
Young F S (1986), Applied Drilling Engineering,
Society of Petroleum Engineers, p. 502, Richardson,
TX.
[14]. Chur C, Engeser B and Wohlgemuth L (1989), “KTB
Pilot Hole, Results and Experiences of One Year
Operation”.
IJISRT22JUN1259 www.ijisrt.com 1559
You might also like
- Modelling and Analysis of Drilling Jig For MountinDocument5 pagesModelling and Analysis of Drilling Jig For MountinHarsha MetiNo ratings yet
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDocument5 pagesExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Project Report On Summer Training atDocument38 pagesA Project Report On Summer Training atAkshat SinghNo ratings yet
- 171226-An Overview of Forging Processes With Their DefectsDocument8 pages171226-An Overview of Forging Processes With Their DefectsNguyen Hoang DungNo ratings yet
- Design Mini Abrasive Vertical Belt Grinding MachineDocument6 pagesDesign Mini Abrasive Vertical Belt Grinding MachineVenkatesh ChallaNo ratings yet
- Deep Drawing - ProjectDocument112 pagesDeep Drawing - ProjectideepujNo ratings yet
- Design of Nozzle Fixture For Lathe MachineDocument3 pagesDesign of Nozzle Fixture For Lathe MachineInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design and Analysis of Press Tool To Produce Radiator Stay Bracket IJERTV5IS060802Document7 pagesDesign and Analysis of Press Tool To Produce Radiator Stay Bracket IJERTV5IS060802Maneesh HolmEsNo ratings yet
- Design of Mini Abrasive Vertical Belt Grinding MachineDocument6 pagesDesign of Mini Abrasive Vertical Belt Grinding Machine1DS19ME136-Shivam KumarNo ratings yet
- Brass Flange CastingDocument10 pagesBrass Flange CastingManjunath ReddyNo ratings yet
- Numerical Simulation For Casting Defect PredictionDocument5 pagesNumerical Simulation For Casting Defect PredictionRajkot NPDNo ratings yet
- An Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetDocument11 pagesAn Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetIJRASETPublicationsNo ratings yet
- Review of Hard Turning and Hard Milling: ArticleDocument7 pagesReview of Hard Turning and Hard Milling: ArticleĐạt Phan ThànhNo ratings yet
- Report On Sheet Metal FabricationDocument30 pagesReport On Sheet Metal FabricationM.A.K. S. Pathan97% (34)
- Study and analysis of compound press tool designDocument6 pagesStudy and analysis of compound press tool designVineela ChNo ratings yet
- Hard Coating of Tool-Report PDFDocument43 pagesHard Coating of Tool-Report PDFRam TejaNo ratings yet
- MFP Unit Iv Univ QaDocument20 pagesMFP Unit Iv Univ QaMechanicalNo ratings yet
- Short Notes 1Document146 pagesShort Notes 1P2109 Praphul HampapuramNo ratings yet
- Design and Fabrication Multi Spindle Drilling MachineDocument4 pagesDesign and Fabrication Multi Spindle Drilling MachineEditor IJTSRDNo ratings yet
- Manufacturing Tech Lect Notes With Sample QuesDocument122 pagesManufacturing Tech Lect Notes With Sample QuesGhodke ParmeshwarNo ratings yet
- Combination DieDocument10 pagesCombination Dieviswanand2203No ratings yet
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentDocument3 pagesDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rNo ratings yet
- Design and Analysis of Die For Macro Cup Forming IJERTV3IS031514Document4 pagesDesign and Analysis of Die For Macro Cup Forming IJERTV3IS031514Elenoy KerchovNo ratings yet
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 pagesComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsNo ratings yet
- Pneumatic Switch Board CutterDocument45 pagesPneumatic Switch Board CutterAakash DindigulNo ratings yet
- Study and Analysis of Press Tool Design IJERTV6IS070033Document7 pagesStudy and Analysis of Press Tool Design IJERTV6IS070033Gurdeep singhNo ratings yet
- Design & Fabrication of 360° Flexible Drilling Machine: ArticleDocument5 pagesDesign & Fabrication of 360° Flexible Drilling Machine: ArticleDeep PatelNo ratings yet
- A Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Document10 pagesA Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Jo marNo ratings yet
- Piercing DieDocument5 pagesPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Design of Thin-Film Coater BladeDocument24 pagesDesign of Thin-Film Coater BladeNtuthuko ZuluNo ratings yet
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985No ratings yet
- High-Productivity Machining Research in JapanDocument12 pagesHigh-Productivity Machining Research in JapanSivi KarudijanNo ratings yet
- Design and Simulation of Different Progressive ToolsDocument8 pagesDesign and Simulation of Different Progressive ToolsAnnaNo ratings yet
- Experimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationDocument13 pagesExperimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationIJRASETPublicationsNo ratings yet
- Volume 42 - October 2020Document32 pagesVolume 42 - October 2020İsmail Süleyman ŞentürkNo ratings yet
- Comprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalDocument11 pagesComprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalRaka Dika9No ratings yet
- Drilling Machine ProjectDocument18 pagesDrilling Machine ProjectVikas SalveNo ratings yet
- IJCRTICGT019Document6 pagesIJCRTICGT019Azeb TeklemariamNo ratings yet
- CAD Modelling and Structural Anaysis of A DieDocument21 pagesCAD Modelling and Structural Anaysis of A DieWaseem ShameerNo ratings yet
- Minor Project Report Contents 1Document9 pagesMinor Project Report Contents 1Muhd Shabeeb ANo ratings yet
- Powder Met CH 1Document28 pagesPowder Met CH 1thomasvictor2005No ratings yet
- Design and Analysis of Progressive Tool For An Automobile ComponentDocument9 pagesDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- High Speed Machining of Inconel 718 Tool Wear and Surface Roughness AnalysisDocument6 pagesHigh Speed Machining of Inconel 718 Tool Wear and Surface Roughness AnalysispabloNo ratings yet
- Design and Fabrication of Motorized Hacksaw MachineDocument9 pagesDesign and Fabrication of Motorized Hacksaw MachineIJRASETPublicationsNo ratings yet
- Design and Fabrication of Spur Gear Cutting Attachment For Lathe MachineDocument10 pagesDesign and Fabrication of Spur Gear Cutting Attachment For Lathe MachineIJRASETPublicationsNo ratings yet
- Advances in Cutting ToolsDocument14 pagesAdvances in Cutting ToolsLe HuynhNo ratings yet
- Design CrimperDocument4 pagesDesign CrimperRomulus Situ MorankNo ratings yet
- MT Micro ProjectDocument9 pagesMT Micro ProjectJack SparrowNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Turning Process, Defects, EquipmentDocument7 pagesTurning Process, Defects, Equipmentvinaybaba100% (1)
- Design and Analysis of Pressure Die Casting For Door HandleDocument6 pagesDesign and Analysis of Pressure Die Casting For Door HandleEditor IJTSRDNo ratings yet
- Automated Pressing MachineDocument7 pagesAutomated Pressing MachineIJRASETPublicationsNo ratings yet
- Production - Technology Lab Manual 181903Document29 pagesProduction - Technology Lab Manual 181903jhpatelNo ratings yet
- Recent Development and Advancement in Coated Cutting Tools A ReviewDocument8 pagesRecent Development and Advancement in Coated Cutting Tools A ReviewKyi ZawNo ratings yet
- Simulation of High Pressure Die Casting Process For Identifying and Minimising DefectsDocument10 pagesSimulation of High Pressure Die Casting Process For Identifying and Minimising DefectsSrashmiNo ratings yet
- Jig AssignmentDocument26 pagesJig Assignmentkalu kioNo ratings yet
- Investment Casting Using FDM 3-D PrintingDocument7 pagesInvestment Casting Using FDM 3-D PrintingIJRASETPublicationsNo ratings yet
- Parastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueDocument2 pagesParastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Smart Health Care SystemDocument8 pagesSmart Health Care SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Visual Water: An Integration of App and Web to Understand Chemical ElementsDocument5 pagesVisual Water: An Integration of App and Web to Understand Chemical ElementsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Air Quality Index Prediction using Bi-LSTMDocument8 pagesAir Quality Index Prediction using Bi-LSTMInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Smart Cities: Boosting Economic Growth through Innovation and EfficiencyDocument19 pagesSmart Cities: Boosting Economic Growth through Innovation and EfficiencyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Parkinson’s Detection Using Voice Features and Spiral DrawingsDocument5 pagesParkinson’s Detection Using Voice Features and Spiral DrawingsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Predict the Heart Attack Possibilities Using Machine LearningDocument2 pagesPredict the Heart Attack Possibilities Using Machine LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Impact of Silver Nanoparticles Infused in Blood in a Stenosed Artery under the Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in a Sten. Art. Under the Eff. of Mag. FieldDocument6 pagesImpact of Silver Nanoparticles Infused in Blood in a Stenosed Artery under the Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in a Sten. Art. Under the Eff. of Mag. FieldInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- An Analysis on Mental Health Issues among IndividualsDocument6 pagesAn Analysis on Mental Health Issues among IndividualsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Compact and Wearable Ventilator System for Enhanced Patient CareDocument4 pagesCompact and Wearable Ventilator System for Enhanced Patient CareInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Implications of Adnexal Invasions in Primary Extramammary Paget’s Disease: A Systematic ReviewDocument6 pagesImplications of Adnexal Invasions in Primary Extramammary Paget’s Disease: A Systematic ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Terracing as an Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains- CameroonDocument14 pagesTerracing as an Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains- CameroonInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Exploring the Molecular Docking Interactions between the Polyherbal Formulation Ibadhychooranam and Human Aldose Reductase Enzyme as a Novel Approach for Investigating its Potential Efficacy in Management of CataractDocument7 pagesExploring the Molecular Docking Interactions between the Polyherbal Formulation Ibadhychooranam and Human Aldose Reductase Enzyme as a Novel Approach for Investigating its Potential Efficacy in Management of CataractInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Insights into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesDocument8 pagesInsights into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Harnessing Open Innovation for Translating Global Languages into Indian LanuagesDocument7 pagesHarnessing Open Innovation for Translating Global Languages into Indian LanuagesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Relationship between Teacher Reflective Practice and Students Engagement in the Public Elementary SchoolDocument31 pagesThe Relationship between Teacher Reflective Practice and Students Engagement in the Public Elementary SchoolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatDocument16 pagesInvestigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Dense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)Document2 pagesDense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Diabetic Retinopathy Stage Detection Using CNN and Inception V3Document9 pagesDiabetic Retinopathy Stage Detection Using CNN and Inception V3International Journal of Innovative Science and Research TechnologyNo ratings yet
- Advancing Healthcare Predictions: Harnessing Machine Learning for Accurate Health Index PrognosisDocument8 pagesAdvancing Healthcare Predictions: Harnessing Machine Learning for Accurate Health Index PrognosisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Auto Encoder Driven Hybrid Pipelines for Image Deblurring using NAFNETDocument6 pagesAuto Encoder Driven Hybrid Pipelines for Image Deblurring using NAFNETInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Formulation and Evaluation of Poly Herbal Body ScrubDocument6 pagesFormulation and Evaluation of Poly Herbal Body ScrubInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Utilization of Date Palm (Phoenix dactylifera) Leaf Fiber as a Main Component in Making an Improvised Water FilterDocument11 pagesThe Utilization of Date Palm (Phoenix dactylifera) Leaf Fiber as a Main Component in Making an Improvised Water FilterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Making of Object Recognition Eyeglasses for the Visually Impaired using Image AIDocument6 pagesThe Making of Object Recognition Eyeglasses for the Visually Impaired using Image AIInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Impact of Digital Marketing Dimensions on Customer SatisfactionDocument6 pagesThe Impact of Digital Marketing Dimensions on Customer SatisfactionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Electro-Optics Properties of Intact Cocoa Beans based on Near Infrared TechnologyDocument7 pagesElectro-Optics Properties of Intact Cocoa Beans based on Near Infrared TechnologyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Survey of the Plastic Waste used in Paving BlocksDocument4 pagesA Survey of the Plastic Waste used in Paving BlocksInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cyberbullying: Legal and Ethical Implications, Challenges and Opportunities for Policy DevelopmentDocument7 pagesCyberbullying: Legal and Ethical Implications, Challenges and Opportunities for Policy DevelopmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Comparatively Design and Analyze Elevated Rectangular Water Reservoir with and without Bracing for Different Stagging HeightDocument4 pagesComparatively Design and Analyze Elevated Rectangular Water Reservoir with and without Bracing for Different Stagging HeightInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design, Development and Evaluation of Methi-Shikakai Herbal ShampooDocument8 pagesDesign, Development and Evaluation of Methi-Shikakai Herbal ShampooInternational Journal of Innovative Science and Research Technology100% (3)
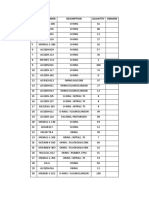
- O-Rings, Nuts, Bolts and Screws Inventory ListDocument4 pagesO-Rings, Nuts, Bolts and Screws Inventory ListSTORENo ratings yet
- Ball Bearing Case Studies enDocument8 pagesBall Bearing Case Studies ensubodh ranjanNo ratings yet
- Britannia Colchester-EncrDocument6 pagesBritannia Colchester-EncrScazzo InfinitoNo ratings yet
- Acme Screw DataDocument4 pagesAcme Screw DatazbhdzpNo ratings yet
- Tool Holders CatalogueDocument22 pagesTool Holders CatalogueRizwan Akram RizwanNo ratings yet
- Lab ManuDocument12 pagesLab ManuMuhd Muzafar100% (1)
- Broaching PDFDocument7 pagesBroaching PDFBalaji Karunakaran100% (1)
- Surface GrindingDocument18 pagesSurface GrindingSachin MohandasNo ratings yet
- Angles FanucDocument177 pagesAngles Fanucsasor-1No ratings yet
- An Introduction To CNC MachineDocument8 pagesAn Introduction To CNC Machinebulon09No ratings yet
- Using Dry Ice As A Coolant For Cutting Tools - Tech BriefsDocument2 pagesUsing Dry Ice As A Coolant For Cutting Tools - Tech Briefssudhagar sNo ratings yet
- Working Guidlines FFU en 2020Document14 pagesWorking Guidlines FFU en 2020Chris MarkerNo ratings yet
- Dr. Dayananda Pai MIT, ManipalDocument67 pagesDr. Dayananda Pai MIT, ManipalR JNo ratings yet
- 54e1 60e1 Railway Turnouts Techspec WebDocument36 pages54e1 60e1 Railway Turnouts Techspec WebShah SudAaisNo ratings yet
- Micro Electro Discharge Machining Principles and ApplicationsDocument299 pagesMicro Electro Discharge Machining Principles and Applicationsabubakerg41No ratings yet
- User's Manual of CNC Router Engraving CCD Integrated SystemDocument165 pagesUser's Manual of CNC Router Engraving CCD Integrated Systemone_blanche6175No ratings yet
- Making of Lathe DogDocument18 pagesMaking of Lathe DogAashi RoseNo ratings yet
- 808D OP Turning 0113 en PDFDocument118 pages808D OP Turning 0113 en PDFemir_delic2810100% (1)
- (반출승인) ENG - Lynx XG600 - E12 - 200528 - lowDocument12 pages(반출승인) ENG - Lynx XG600 - E12 - 200528 - lowStefan RusliNo ratings yet
- Metrology: Basics: ME3120: Manufacturing Science - 2 (Machining & Metrology)Document30 pagesMetrology: Basics: ME3120: Manufacturing Science - 2 (Machining & Metrology)Divyanshu ShuklaNo ratings yet
- SIEMENS Sinumerik 802D MillingDocument459 pagesSIEMENS Sinumerik 802D Millingemir_delic2810No ratings yet
- Metal CuttingDocument33 pagesMetal CuttingUjjwal Katiyar100% (1)
- DAIWA RABIN Clear Copy CatalogDocument16 pagesDAIWA RABIN Clear Copy CatalogCris LimNo ratings yet
- Effect of Rake Angle on Tool Life in CNC MillingDocument10 pagesEffect of Rake Angle on Tool Life in CNC MillingLukman KasimNo ratings yet
- Standard Thread and Corresponding Insert - HolderDocument2 pagesStandard Thread and Corresponding Insert - HolderMadhuNo ratings yet
- IM213 Sheet 5 Shaping ProcessDocument11 pagesIM213 Sheet 5 Shaping ProcessNicolas EleftheriouNo ratings yet
- ASTME290Document10 pagesASTME290Rafael Scatolin100% (2)
- Investigations On Belt Polishing of Heat-Resistant Titanium AlloysDocument7 pagesInvestigations On Belt Polishing of Heat-Resistant Titanium AlloysrajeevNo ratings yet
- CNC - BeginersDocument107 pagesCNC - Beginersskidamdnevno100% (1)
- 0 Tejaswi IntershipDocument11 pages0 Tejaswi IntershipAshwini ShettyNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Introduction to Fly-By-Wire Flight Control SystemsFrom EverandIntroduction to Fly-By-Wire Flight Control SystemsRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)